
Hose in Mining Machinery
Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance.










Mining environments present some of the most challenging and hazardous industrial conditions worldwide, especially when dealing with underground coal mines or metal extraction sites where explosive gases and dust are present. This makes flameproof mining equipment an imperative technology for ensuring operational safety, reliability, and regulatory compliance.
Flameproof or explosion-proof equipment is specifically engineered to prevent ignition of surrounding combustible atmospheres, thereby mitigating risks associated with sparks, arcs, or heat generated during normal or fault conditions in mining machinery. In sectors using high-pressure hydraulic systems — critical components in heavy engineering equipment — flameproof design safeguards both the equipment and personnel by containing any internal explosions within the device enclosure.
Mining companies globally are compelled by increasingly stringent safety guidelines and insurance requirements to adopt flameproof components, especially in high-pressure hydraulic circuits where seal failures or hose bursts could lead to hazardous leaks or sparks igniting methane or coal dust.
Recent advancements in flameproof mining equipment incorporate cutting-edge materials such as advanced composite polymers, PTFE coatings, and reinforced synthetic rubbers that enhance wear resistance and reduce friction in hydraulic piston seals and hoses. These developments improve the longevity and safety of high-pressure parts exposed to harsh mechanical stresses.
Additionally, integration of AI-based condition monitoring systems in mining hydraulics allows predictive maintenance — detecting early signs of wear or potential seal failure before catastrophic events occur. This smart capability aligns perfectly with Industry 4.0 initiatives seeking to optimize safety and reduce downtime.
Manufacturers such as Shaanxi Kelong New Materials Technology Co., Ltd. lead the market by combining rigorous quality control and innovative R&D efforts, achieving ISO and IRIS certifications that attest to superior standards in flameproof sealing technologies and mining auxiliary equipment.
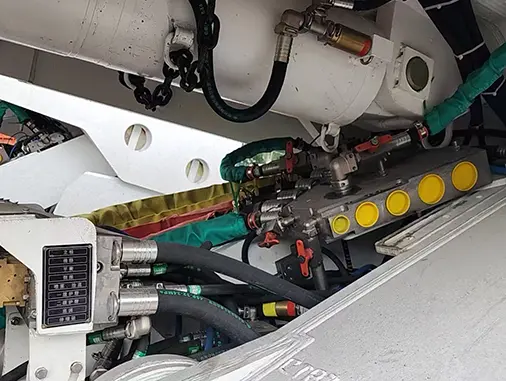
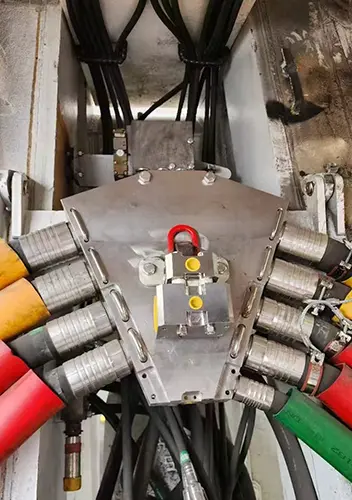
In the realm of high-pressure hydraulic systems used in engineering equipment — such as diesel-powered shovel loaders and heavy-duty cranes — flameproof seals and hoses ensure that vital operations like material handling, excavation, and auxiliary transportation occur safely without risk of fire or explosion. These systems often operate continuously under extreme pressures and mechanical loads, necessitating components with consistent integrity and flame containment properties.
For example, flameproof hydraulic seals are essential in preventing leakage of hydraulic fluids that, under high pressure, could ignite and cause fires. Similarly, mining auxiliary vehicles equipped with flameproof hose assemblies safeguard underground workers by eliminating the risk of spark-induced explosions.
Beyond mining, the application extends to other demanding engineering fields including metallurgical processing, civil aviation ground support, high-speed railway maintenance machinery, and wind power generation equipment — all requiring flameproof solutions customized to their hydraulic system specifications.
The global push for safer and more sustainable mining practices will further accelerate adoption of flameproof technologies. Regulatory authorities are expected to tighten norms continually, while innovations around smart sensors, real-time condition monitoring, and environmentally friendly materials will shape the next generation of hydraulic system components.
For companies involved in mining and heavy engineering, partnering with manufacturers who combine innovation with extensive field testing guarantees reliability in complex underground and surface operations.
Shaanxi Kelong New Materials Technology Co., Ltd., established in 1996 evolving from Xianyang Kelong Rubber Products Institute, is a leading technological innovator focusing on flameproof hydraulic seals, high-pressure rubber hoses, and coal mine auxiliary transportation equipment. The company is deeply integrated in R&D, manufacturing, and sales, serving various sectors including coal mining, civil aviation, high-speed railway, engineering machinery, and wind power.
As one of the top three players in domestic coal machinery sealing and rapidly climbing the ranks in high-pressure hose and frame-type handling vehicle markets, Shaanxi Kelong holds a significant market share with over 8% penetration and continues expanding through advanced tech and service capabilities.

Company's Total Assets

Annual Output Value

Employees in the Company

Engineers and Technicians
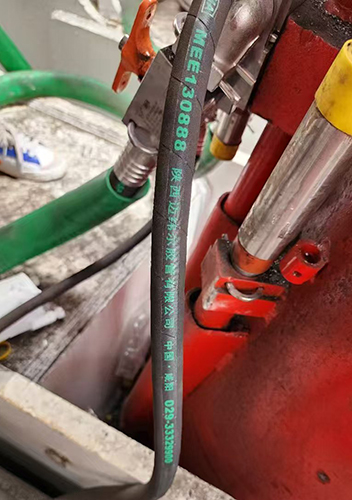
Ultra-tough, high-pressure hydraulic hose for rock-solid machinery performance.

Rigorously tested, this hose stays stable under extreme conditions.

Innovative design: combines flexibility and strength, easy to install.

Upgrade your equipment's efficiency with our high-pressure hose.
Seals tight, lasts long in high-pressure settings, cuts maintenance costs.

Boasting over 500 employees, nearly 180 of whom are engineers and technicians, along with an R&D center and 7%+ annual R&D investment, we ensure robust and diverse production capacity.
With ISO and IRIS certifications, our professional team conducts strict checks throughout the production process, guaranteeing top-notch product quality.
Powered by a large workforce and substantial R&D input, we're capable of manufacturing various products to meet demands across multiple industries.

Equipped with specialized testing facilities, we ensure every product meets highest safety and performance standards critical for flameproof mining applications.



